Book of the Dead Papyrus
664 through 30 B.C.
Late Period through Ptolemaic Period
Pulp
We all know watercolor paper is usually cellulose, which is some type of plant fiber chopped up, soaked in water, smoothed and pressed into paper.
Very simple and humans have made paper from around 2400 B.C., starting with papyrus for the cellulose. But what kind of cellulose and how
it's processed matters a great deal to the artist.
Watercolor paper is usually made from cotton rag and linters. These can be new fibers or recycled from old fabrics. Cotton or linen
is 10 times stronger than wood fibers and naturally acid free.
Cotton rag can be old fabrics (I'm sure the handmade Indian paper I love is made from old sheets or something!).
Or rags can be made from new fabric scraps leftover from clothes manufacturing. Cotton rag is the name for the long fibers collected
in a cotton gin that can be woven into fabric.
Recycling fabric into paper is one of the oldest forms of recycling there is!
Cotton rag is very flexible so paper won't tear easily.
Cotton linters is made from the shorter fibers still attached to the seeds after initial processing. This used to be waste material since
it was hard to separate from the seeds, so it's good we can use every bit of the cotton now.
Linters is weaker than the long cotton rag fibers, so it should be mixed with cotton rag at least.
Stronger watercolor paper will be made with more cotton rag than linters.
Student grade papers will be made with more linters than rag.
Linen can also be used in watercolor paper. Linen fibers are very long and strong, so they're useful for a very translucent strong paper. They're also not quite so water permeable - and neither is the paper that is made from them.
Don't forget wood pulp. A lot of sketchbooks and cheaper paper are made from wood pulp. It's one reason most sketchbooks are only good for one wash. You go back for another wash or try to scrub an area and the paper disintegrates! "Acid free" and lignin free wood pulp is called alpha cellulose. Lignin is basically plant glue that repels water - so not what watercolorists want! Acid free paper is generally good for about 60-80 years without yellowing.
An easy way to tell if your wood pulp paper is relatively acid free is a burn test. If the ash is black, it has lignin in it so it's not archival. If it's white, it's lignin free and archival.
Sizing
Sizing should always be used for watercolor paper. It coats the fibers to help them resist the paint and water. There's a fine line between so much sizing the paper resists paint, beading up - think bristol board. Or so little sizing it's like painting on a sponge - newsprint. Unsized paper is called waterleaf. Good watercolor has just the right amount. Enough sizing that the color doesn't seep everywhere, not so much that the paint doesn't flow.
Think of sizing as a protective coating on each fiber. It adds strength, retards oxidation, and helps the paper keep its shape. Sizing can be internal, dipped in the pulp vat, or external, the paper sheet dipped after it's formed and dried.
External sizing is more time consuming, but allows for more control over each sheet. External sizing can be sprayed on, brushed on, or dipped. Dipping is considered the best method since the sizing soaks into the paper a little bit. Think of sizing as a glue coating your paper and allowing you control over your paint.
Gelatin, made from animal hides, is the best sizing for watercolor paper. Gelatin has been used from at least 1276 at the Fabriano paper mill.
Alum or Aluminum sulfate (well known to gardeners) has been used since the 16th century to help stabilize and preserve the gelatin and make it easier to work with.
Some cheaper watercolor papers contain fillers and brighteners, such as kaolin. These can completely throw off your painting when they mix with your paints. If you can't get clear colors, first check your paints, then your paper!
Disclaimer: Jennifer Branch Gallery is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to amazon.com. I receive a small rebate for your entire order (starting at 4%) if you choose to purchase through Amazon. Most items can be bought multiple places and I highly recommend local art stores if you have one! Any other recommendation links I receive no compensation for.
These referrals help me support this website, and I thank you for any purchase you make through them. I will never recommend a product I have not used frequently and believe is the best tool for the purpose!
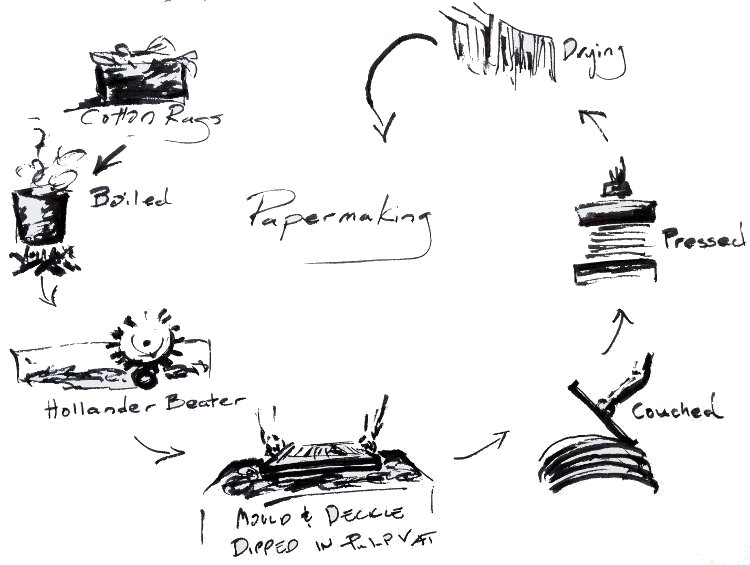
Beating the fibers with a Hollander beater makes much stronger paper. The long fibers interlock and absorb water, creating more chemical bonds between the fibers. Fibers that haven't been beaten are soft and spongy, such as blotter paper. You can make blotter paper in your blender, but chopping is not the same as beating. Chemically softening the fibers to make paper is also not the same thing. A very well beaten paper example is a dollar bill, strong and almost translucent. Watercolor paper is not as strong as a dollar bill, but not newsprint either. Watercolor paper is usually beaten from 1-4 hours, depending on the fiber and the manufacturer.
Machinemade Paper
This completely automated process injects pulp onto a mesh cylinder, then the paper is pressed between felts, dried by hot rollers, and cut and dried.
Machinemade paper is a modern wonder that allows us to have cheap sketchbooks and everything else. But it's not really the same thing as the feel of quality paper.
Mouldmade Paper
St Cuthbert's Mill, paper on cylinder
Saunders Waterford Paper is made here.
The machine mouldmaking the paper
is about 100 years old.
Pulp is pressed onto wire cylinders, then rolled onto a felt conveyor belt and dried. There are not many watercolor cylinder mould machines left in the world.
Mouldmade paper can only have 2 deckle edges, naturally formed on the cylinder sides as the paper is made. The other 2 "deckles" on mouldmade paper are usually cut with a water jet.
Since mouldmade paper is pressed between cylinders to form it, it always has a grain the paper is pressed in. This grain affects how your paint flows over the paper. A directional grain means the paper is weaker in the other direction since fibers don't interlock as firmly as traditional paper.
Handmade Paper

Encyclopeadie, Papermaking, before 1772
Handmade paper is a rare and beautiful thing. Handmade is an often misused term now since it is so rare. Many companies claim to have handmade paper when what they manufacture is mouldmade paper that is hand inspected and separately dried. That's not a bad thing, but it is a very different thing to the artist. The texture of handmade watercolor paper cannot be duplicated.
In the handmade process, there are two frames, a mould covered with mesh and the deckle frame. The frames are dipped in a pulp vat where pulp is moved back and forth and side to side. This unique action means that the fibers in handmade paper are interwoven completely. It makes the paper ideal for the watercolorist since it's very strong and very even. The pulp is layered and moved until precisely even and the correct level.
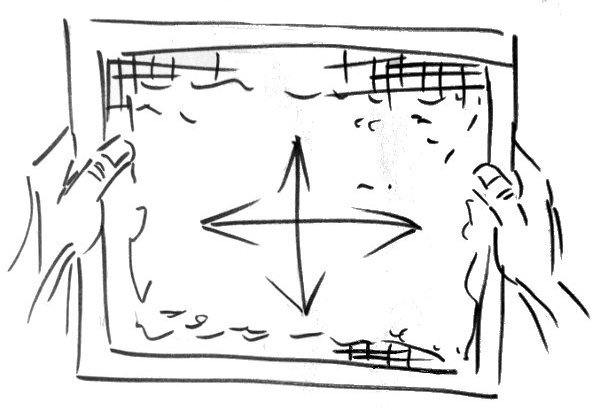
The paper is moved back and forth in two directions by the papermaker so handmade paper has no directional grain.
Only handmade paper has four real deckled edges. Since they are so beautiful, I rarely cut a handmade sheet of paper. Instead I order handmade paper in multiple sizes and choose the best size for a painting. The finished painting can be framed to show the deckle edges.
Anyone can make a sheet of paper. Almost no one is left who can make consistently good sheets of paper. It's a dying art, kept alive by a few companies like Twinrocker, Garza Papel, and St. Armand.
Drying
After the initial wicking away of enough water to move the paper, paper used to be hung to dry naturally in the sun. This bleached it without chemicals. I have not heard of any company still hanging paper outside to dry in the sun but there are many companies (handmade and mouldmade) that still hang paper to dry in climate controlled rooms.
The best handmade or mouldmade paper is individually hung to dry very slowly in a damp environment. This creates a wonderful texture. Other sheets are air dried together in small bundles, which smooths the texture.
Modern drying is done on hot cylinders as the paper is being made.
Traditional drying methods take weeks but leave a texture and workable surface that can't be duplicated.
